
近20年专注橡塑设备研发生产
主营密炼机、开炼机、挤出机、造粒机、过滤出片机

服务热线:
18046916153

咨询:18046916153
Q Q:18046916153
微信:18046916153
邮箱:lnmlj@linajx.com
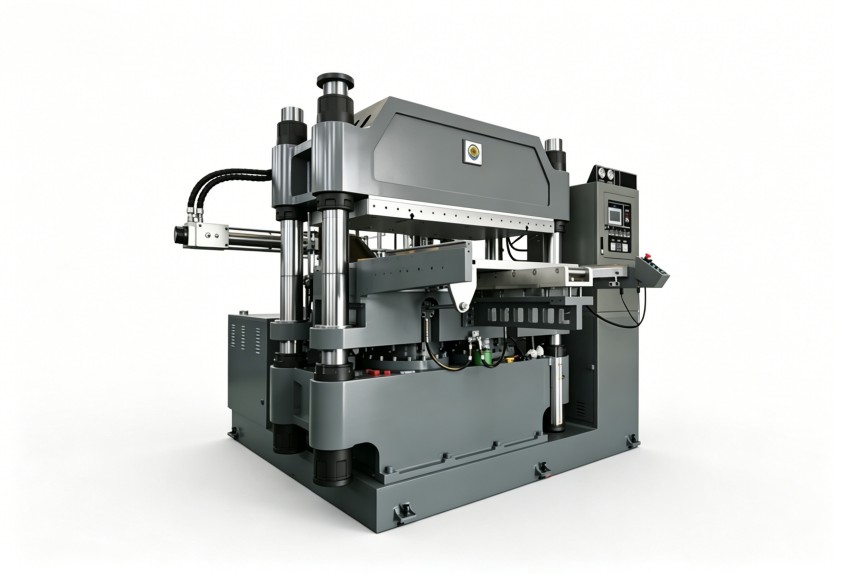
做橡胶密封件硫化老出废品?多半是平板硫化机的参数没配好
一般来说不少做橡胶密封件的加工厂都碰到过类似的糟心事,配方没换,胶料混炼工序也没出问题,一到硫化环节就接连冒气泡,缺胶,尺寸超差甚至表面发黏,设备操作员来回调参数,废品率还是降不下来,很多人都摸不准问题到底出在哪。

多数时候答案根本不是胶料本身的问题,就是橡胶平板硫化机的压力、温度和时间这几项核心工艺参数,没和密封件的胶种特性、模具结构做有效匹配,我们整理了不少一线生产的常见排查方向,帮大家捋清楚硫化不良的诱因。
压力设定没调好,密封件生产很容易出问题

橡胶平板硫化机的合模压力,直接决定了胶料在模腔里的填充程度,还有最终成品的密度,对橡胶密封件这类产品来说,这个影响还会更明显一点。
密封件本身的结构特点就是壁薄,截面尺寸小,带沟槽或者异形的部位多,要是单位压力给低了,胶料没法充分流进模具的细小区域,就会出现缺胶,充不满的情况;压力给高了,又可能让胶料被过度挤出来,飞边太厚,后续修边麻烦,甚至让密封件局部密度超标,直接影响回弹性能和压缩永久变形的指标。
很多工厂平时只盯着压力表的读数,就忘了设备本身的机械精度,也就是上下平板之间的平行度,要是这个数值超了允许范围,模具各个区域实际承受到的压力根本不均匀,一边压力过剩,一边压力不够,做出来的密封件,批次之间的差异自然就大了,利拿实业给客户设计橡胶平板硫化机方案的时候,本来就会把平板刚性,平行度的长期保持能力,当成核心的结构指标来考量。
平时排查的时候,可以先核对当前的压力设定值,是不是和所用胶种需要的单位面积压力匹配,再拿塞尺测下平板的平行度,看看缺胶或者飞边的位置,是不是都集中在模具的同一个方向,一般这种情况基本就指向压力分布不均的问题。
温控准不准,直接影响硫化的最终效果
硫化温度对橡胶交联反应的速度还有均匀性,起着决定性的作用,密封件生产常用的胶料,不管是丁腈橡胶,氟橡胶还是三元乙丙橡胶,每一种胶都有自己对应的最佳硫化温度窗口。
橡胶平板硫化机的加热方式,通常就是平板内部电加热,或者导热油循环加热两种,电加热的响应速度快,但温度的均匀度,更多得看加热元件的布局,还有平板本身的材质;导热油加热的整体均匀性会更好,不过升温的速率相对要慢一点,要是设备温控系统的精度和响应速度跟不上,平板各个点位的温差太大,同一模次里的胶料交联程度不一样,做出来的密封件,硬度,弹性还有尺寸稳定性自然就会出波动。
最常见的表现就是同批次的密封件,一部分硬度合格,另一部分偏软或者偏硬,拆开模具看的话,欠硫的区域基本都对应温度偏低的位置,这不是胶料的问题,就是温度场分布没做好的问题。
另外密封件本身体积小,用到的胶料也少,对温度变化的敏感度,比大尺寸的橡胶制品要高得多,平板温度哪怕只偏差个几度,放到小截面的密封件上,都可能被放大成肉眼可见的明显品质差异,所以选温控精度更高,测温点布置更密的橡胶平板硫化机,对做密封件的工厂来说,确实很有必要。
排查的时候,可以在模具的不同位置放上热电偶,测一下实际的硫化温度分布,确认温控仪表的PID参数,是不是已经做过合理整定,再把硬度异常的批次,对应的模次温度记录拉出来比对,找找两者的关联。
硫化时间不是越长越好,过硫的危害也不小
不少一线操作员都有个习惯,宁长勿短,怕欠硫出问题,就下意识把硫化时间往长了调,但对密封件这类产品来说,过硫带来的负面影响同样很严重。
橡胶的交联反应,达到最佳交联密度之后,要是还继续加热保压,橡胶分子链就会出现过度交联,甚至热降解的情况,直接导致密封件变脆,弹性下降,压缩永久变形变大,那些要在动态环境下用的密封件,比如旋转轴唇封,往复运动密封圈,过硫会直接缩短它的使用寿命。
橡胶平板硫化机的硫化时间设定,得结合胶料类型,制品厚度,模具结构几个点综合定,密封件的截面薄,理论上的正硫化时间,本来就比厚壁制品短很多,要是直接照搬厚制品的时间参数,很容易就做出过硫的产品。
还有个容易忽略的小细节,就是开模之后的散热条件,密封件体积小,相对的表面积大,从硫化结束到脱模的这段时间里,余热散得很快,实际的交联程度,可能比模具里测出来的要低一点,所以理论上算出来的时间,得根据出模之后的实际性能检测结果微调,不能光靠经验公式硬套。
排查的时候,可以针对当前在用的胶种,通过正硫化试验,比如溶胀法或者DSC分析,先把理论正硫化时间测出来,再在这个基础上,根据制品的厚度做调整,平时把每批次的实际时间参数,还有对应的性能检测结果都记下来,慢慢就能摸出两者的对应规律。
模具和设备的匹配度,也是容易被低估的影响因素
哪怕你用的是再好的橡胶平板硫化机,要是模具设计不合理,和设备配不上,也很难稳定产出合格的密封件。
模具的排气设计是很关键的一环,密封件的模腔窄,死角多,要是排气槽或者排气孔设计得不对,模腔里的空气还有胶料受热挥发出来的成分,没法及时排出去,硫化之后就很容易留下气泡,或者其他表面缺陷,模具的材质还有表面处理效果,也会影响整体的传热效率,用导热系数低的模具钢材,后续的温度控制难度会大很多。
模具和平板的接触面积,定位方式,紧固方式,同样值得留意,要是模具在平板上固定得不够稳,合模施压的时候出现微量位移,密封件的尺寸一致性自然就受影响。
平时也得定期检查模具的磨损情况,尤其是密封面,排气槽还有定位结构的位置,模具状态的变化,很多时候都是品质波动的隐性诱因。
做好日常维护,才能守住设备稳定性的底线
橡胶平板硫化机都是要长期用的生产设备,平板表面的磨损,加热元件的老化衰减,液压系统的渗漏,温控传感器的漂移,这些问题都会在不知不觉里,改变工艺参数的实际输出效果。
工厂这边最好能建立定期校验的机制,平板的平行度,表面平面度,至少每季度测一次,温度传感器也要定期和标准源做比对,液压系统的压力表得定期送第三方检定,这些看起来很基础的维护动作,恰恰是保持密封件生产稳定性的重要保障。
利拿实业给每台出厂的橡胶平板硫化机,都配了详细的维护保养指南,售后服务里也覆盖了关键部件的检测和校准支持,帮客户把设备状态长期维持在合适的水平。
给密封件生产工厂的设备选型参考
要是你们厂正在评估或者打算更换橡胶平板硫化机,下面这些点可以重点留意。
平板尺寸和吨位,得和现有模具的尺寸,还有需要的合模压力匹配,选太大的话平白浪费能耗,选太小又满足不了生产需求,温度均匀性指标,要重点看设备标称的温差数值,不能只盯着最高温度看,密封件生产对温度均匀性的要求,比一般的普通橡胶制品要高,温控系统的响应速度,PID调节能力好的温控系统,能更快补偿开模合模带来的温度波动,设备的整体刚性,高刚性的机架,在高压合模的时候形变小,能更好的保持模具间隙一致,还有各类扩展功能,比如程序化的工艺存储,多段温控,远程数据采集这些,能给后续的工艺管理,品质追溯提供不少便利。
硫化不良的诱因,基本都不是单一的,大多是压力,温度,时间,模具,设备状态多个因素叠加出来的结果,大家可以顺着上面说的这些点逐一排查,找到真正的核心诱因之后,再做针对性的调整。要是需要结合你们自己的胶种配方,产能要求还有实际生产工况做方案评估,也可以直接和利拿实业的技术团队对接沟通。
版权所有:广东利拿实业有限公司厚街分公司 【谷歌地图】
备案号:粤ICP备08110834号

扫码添加微信






